Creating Immediate, “on-demand” PAC slurry capacity with automation and bulk truck PAC delivery.

Opportunity

Many of our power plant customers with Powdered Activated Carbon (PAC) storage and slurry processes seek to convert their PAC handling from inefficient bulk bags of PAC to receiving PAC directly from bulk trucks.
Industry: Power Generation
Our Approach
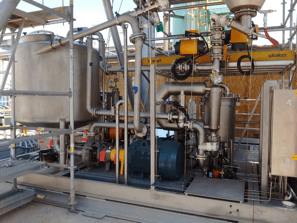
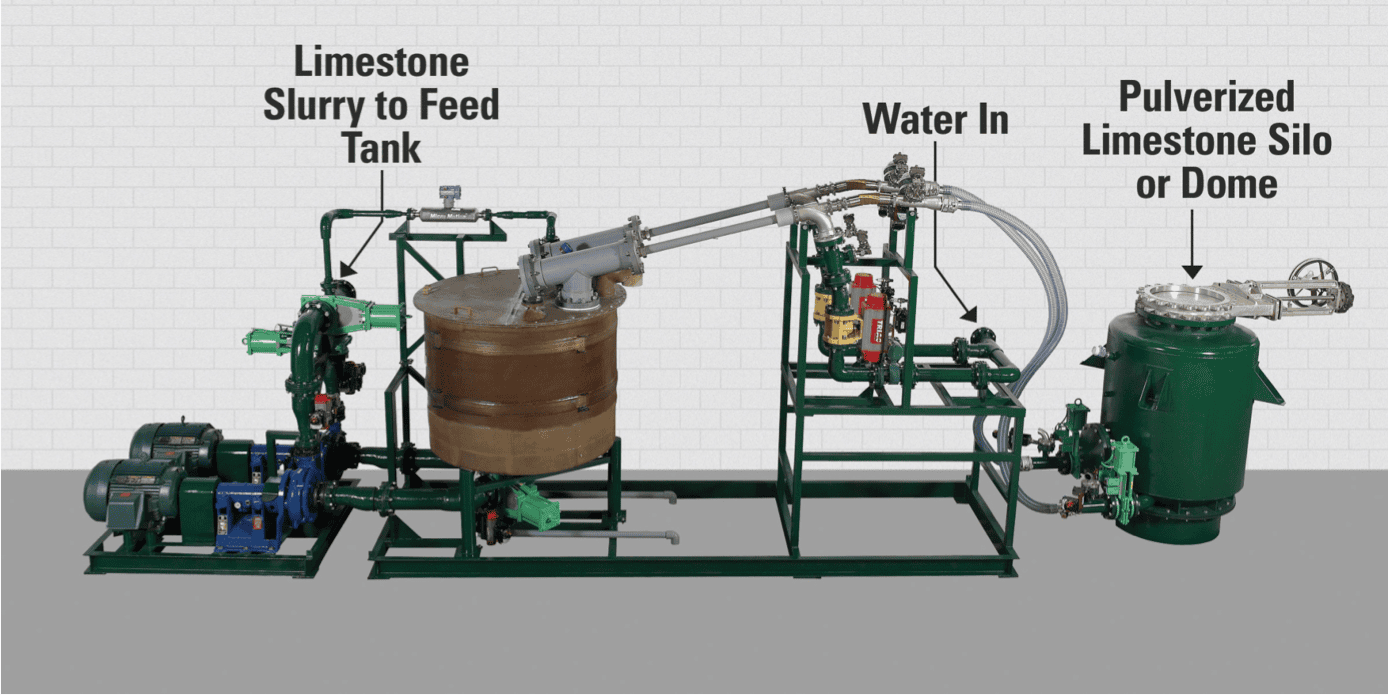
Our process includes a PAC silo with 3500 ft3 capacity and a Vacucam® In-Line Slurry Process capable of slurrying PAC with water on demand. In addition, the system supplies the slurry directly to the scrubber.
For example, the modular skidded Vacucam® In-Line slurry system can be installed inside the skirt of the silo enclosure.
This allows the single pass slurry process to receive 100 gpm of high pressure water to the Vacucam® Ejector Mixer in order to deliver slurry with up to 10% PAC sequentially to multiple scrubbers.
The PAC is delivered to the silo from bulk trucks and then fed from the silo through a fluidizing cone and rotary valve into a weighed batch hopper where the powder is conditioned with our patented Air-Cone® Hopper using compressed air.
Our patented Vacucam® Ejector Mixer generates as a powerful vacuum which conveys conditioned PAC from the weigh hopper through a convey hose and mixes it instantaneously with the water in a single pass process. The slurry is discharged into an inline slurry tank from where it is immediately pumped to the scrubber.
The Results
We always deliver Our Performance Guarantee:
- Eliminating handling bulk bags and converted supply to bulk truck
- Allowing customer to scale up or down the amount of PAC to scrubbers
- Eliminating plugging issues experienced with previous powder delivery system
- Improving sanitation (cleanliness) of PAC powder room since the PAC is better contained within system.
- Improving wetting & overall slurry quality
- Lowering operating cost: Labor / Logistics / Maintenance
- Providing total system automation: Instant start and stop of slurry process as well as Immediate “on-demand” slurry capacity as required.
See how the patented Semi-Bulk Systems solutions can power your PAC slurry creation by contacting us to evaluate your next project.
Industries Served

Beverage
The VACUCAM® Modular Dynamic Beverage Batching Stations offer the total solution to meet all of your mix room needs.

Paint & Coatings
Paint/Pigment Slurries (TIO2, CaCO3, Clay, Silica, etc.) can be produced at very high capacities using Semi-Bulk processes.

Dairy
Processes specifically designed for the Dairy Industry for Frozen Desserts, Yogurt Mix, Milk Powder Reconstitution and Sugar Liquefication.

Paper
Paper Coating Slurries (TIO2, CaCO3, Clay, etc.) can be produced at very high capacities using the Semi-Bulk Processes.

Food
The most effective method for complete dispersion of all dry ingredients typically used in pourable dressings, dips and sauces.

Power Generation
Semi-Bulk Systems engineers slurry solutions for processes like FGD Power Plant, Mercury removal and NOx Reduction.