Ready To Drink (RTD)
The VACUCAM® Modular Beverage Batching Stations offer the total solution to meet all of your mix room needs — both for today’s immediate challenges and tomorrow’s changing requirements and capacity demands.
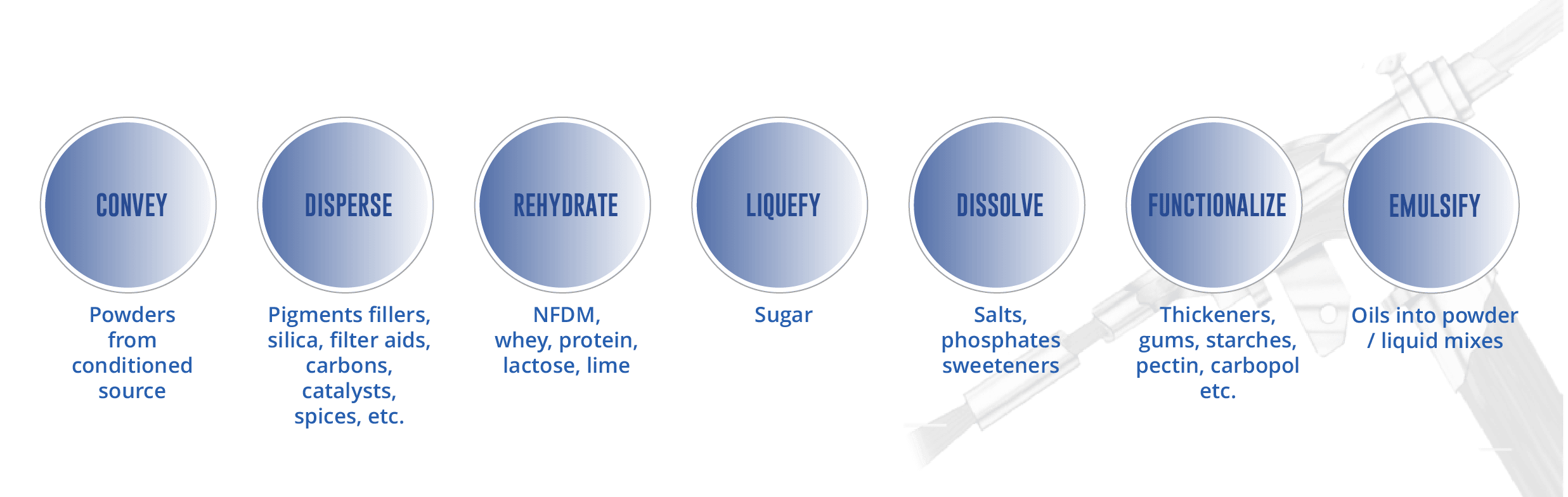
The VACUCAM® Slurry Process is the most effective method for the complete dispersion of granulated sugar, sweeteners, thickeners and all other dry ingredients typically used in the manufacture of sports & energy, nutritional, ready-to-drink and brewing formulations.
Ready To Drink
Ready To Drink
Semi-Bulk Systems has applied its Vacucam® technology and experience to provide the most efficient dispersion and mixing of all RTD beverage ingredients used in today’s ever-expanding range of beverage product types.
Improved powder liquid mixing for batch to batch consistency.
New beverage introductions require additional process requirements:
- To handle changing ingredients that cannot be mixed efficiently with traditional mix stations or mixing technology.
- To handle bulk bag addition of ingredients as well as small packages for dry and liquid minors.
- To handle the changing needs for sweeteners and addition of totally new ingredients.
 Modular Design
Modular Design

Expand your process capabilities for a TOTAL mix process.
- Meet growing and changing demands w/modular additions to existing system.
- Build TOTAL sustainable process for ALL mix requirements.
- Meet 3A/USDA specifications
- Accommodate dry feed from paper bag, drums, bulk bag or bulk.
- Achieves CIP compatibility of all components on both the dry and the wet sides of the process.
Features
- Complete dynamic dispersion
- Easily mixes multiple beverage ingredients (i.e. alternative sweeteners, and thickeners)
- Isolates dry ingredients representing allergic or other cross-contamination issues.
- Maximizes powder incorporation rates
- Full CIP capability
- Multi-functional design allows for maximum utilization.
- Sugar-on-demand – eliminates need for sucrose syrup storage. Delivers batch quantity directly into blend tank.
- Sugar – high capacity, using Semi-Bulk Systems unique powder handling / sugar liquefication processes.
- Cocoa – Integrates into UHT process with complete dispersion and controlled amount of shear on cocoa.
- Functionalize gums & stabilizers without sheer
- Meets 3A/USDA standards
- Accommodates smaller footprint – simplified unit operations
- Clean, dust-free operation – no dust collection on batch tank
- Total Automation – Integrates Batch Menu Controls.
- Improves Operator Safety & GMP
- Eliminates high frequency injuries with ergonomic process design
- Floor level operation
- Eliminates operator platforms
- Reduces manual handling by moving from small bag to bulk bag capability
Benefits
CAPACITY
- High capacity rates – can feed several bottling lines with minimum batch cycle times
- Minimum batch times
- Increase product yields
QUALITY
- Batch to batch consistency
- Improved overall beverage mix quality. Maximized efficiency of the UHT process.
- No fisheyes/agglomerates
OPERABILITY
- Allows for parallel processing – eliminates sequential batching for functional ingredients, sweeteners, cocoa, and sugar.
- Low / No maintenance – Pump is only moving part.
- Low energy consumption
- Low labor requirements
Total Beverage Mix Solution
The TOTAL SOLUTION for Nutritional Food manufacturing is provided in standardized modular skids to address mix processes and with total design dry handling systems to address dry bulk ingredients, bulk bags, paper bags or minor ingredients.
TYPICAL INGREDIENTS/MIXES
 Aspartame
Aspartame- Caffeine
- Citric Acid
- Crystallized Fructose
- Erythritol
- Filter Aids
- Formulations Requiring Emulsions
- Maltodextrin
- Non-Fat Dry Milk (NDFM)
- Pectins, Gums, Thickeners
- Potassium Benzoate
- Sodium Citrate
- Sucrose
- Tea Powders
- Thickeners (Gums, Pectin & Starch)


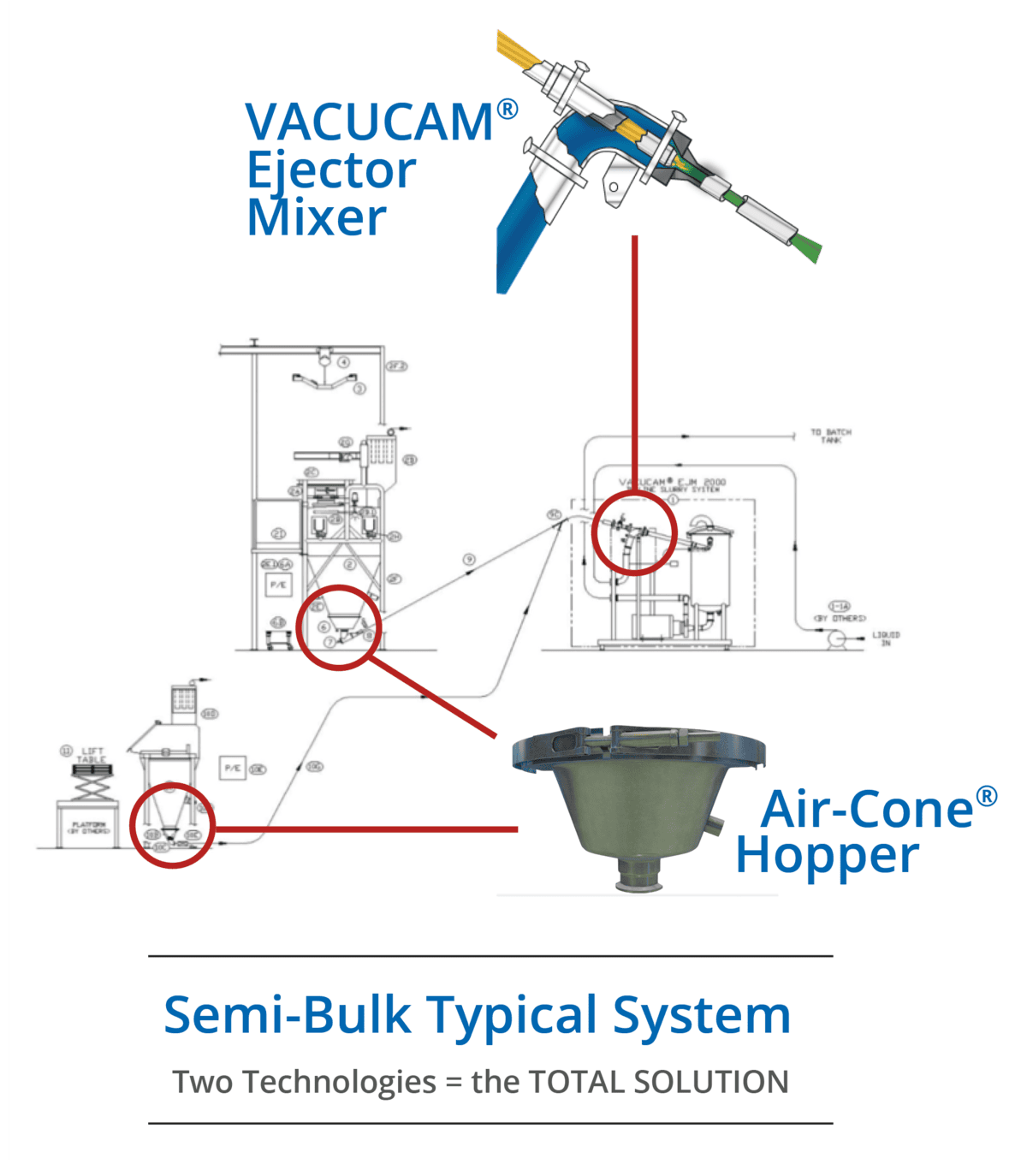
VACUCAM® Technology
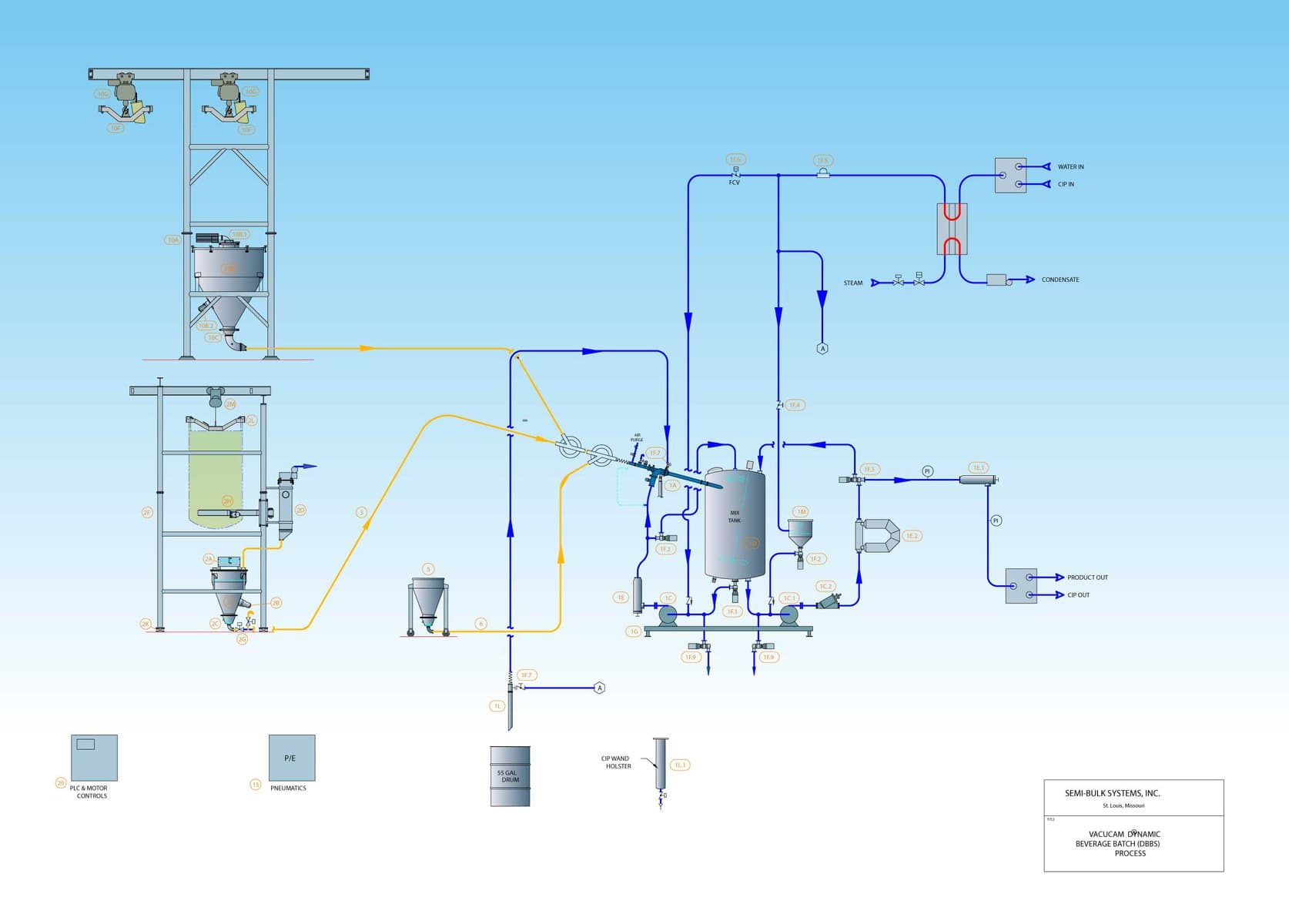
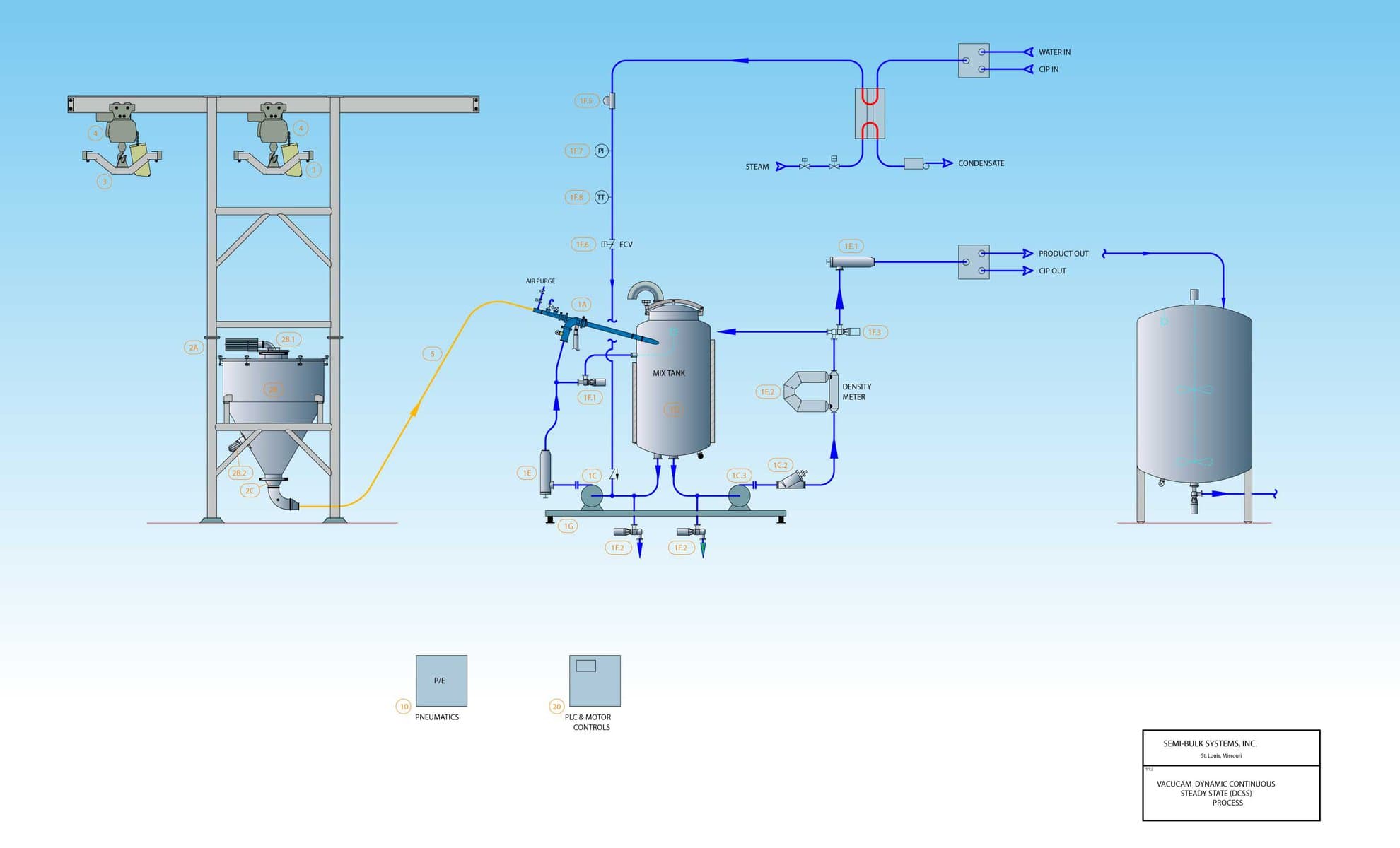
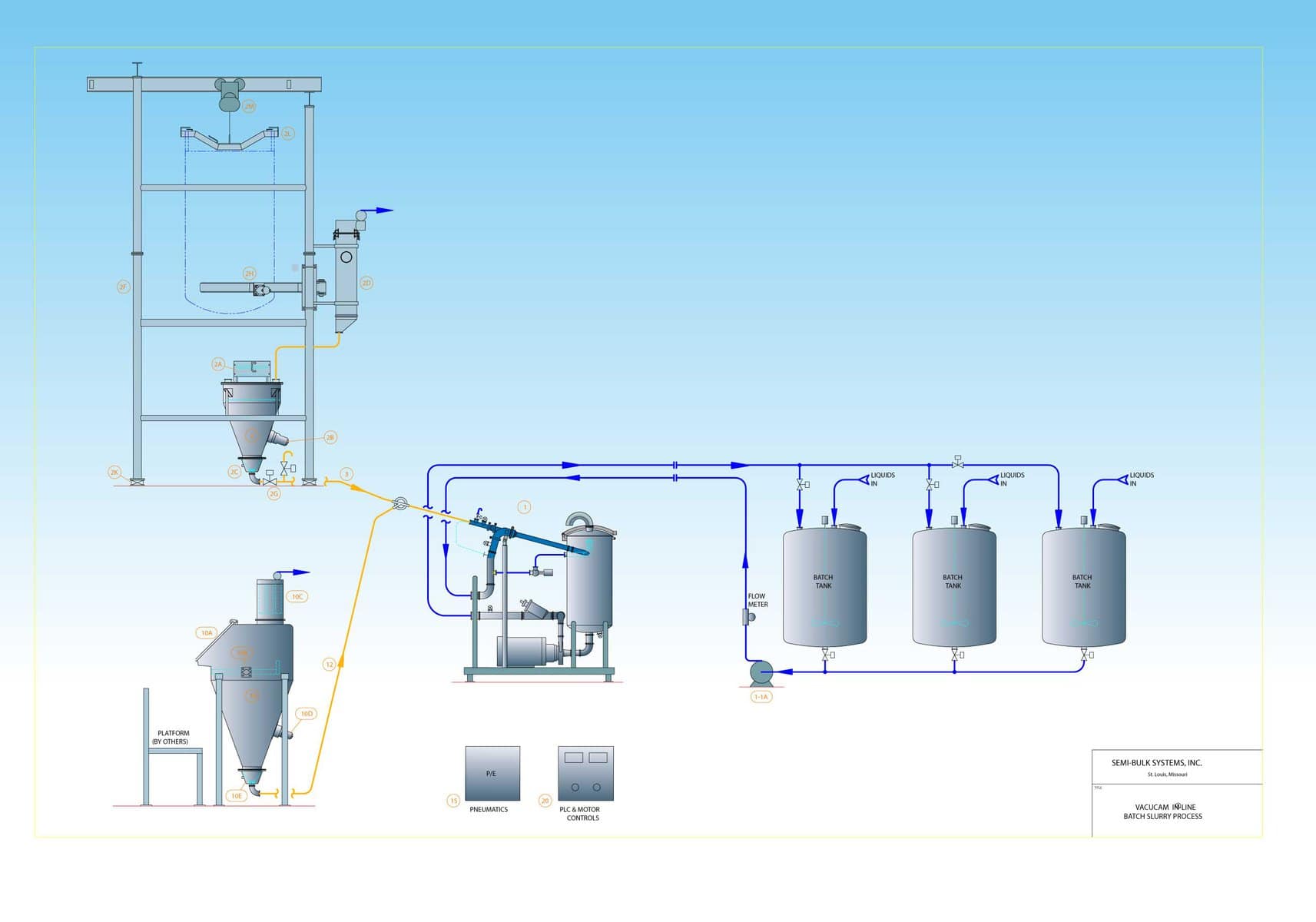
Semi-Bulk Systems can design and integrate the Vacucam® in-line system to feed finished slurry into multiple locations of your preference, such as storage or mix tanks.
Air-Cone® Hopper
The Air-Cone® Hopper’s ability to condition difficult powders makes it ideal for applications where dependable flow and total discharge are critical.
VACUCAM® Ejector Mixer
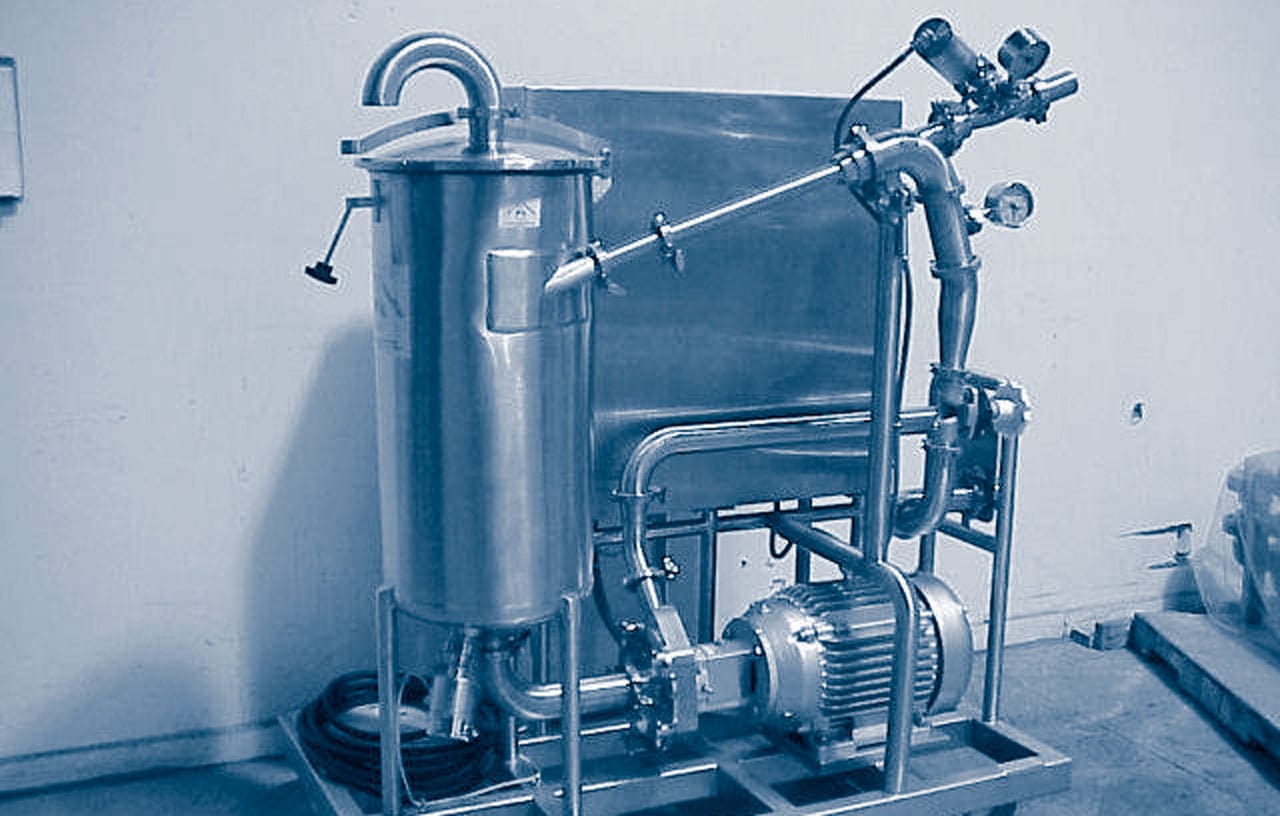
Semi-Bulk Systems VACUCAM® Ejector Mixer Dynamic Batching Station provides the most efficient dispersion, mixing and hydration of ALL dry ingredients used in today’s broad range of product types and ALL Beverage Processes.
The Vacucam® Ejector Mixer is the most effective system available for conveying, wetting, and dispersing powders into liquids.
Here is how it works.
Conditioned powder is conveyed into the mixer by a near-perfect vacuum, which is created when pressurized fluid is discharged as a high-velocity, hollow jet into which the powder is drawn.
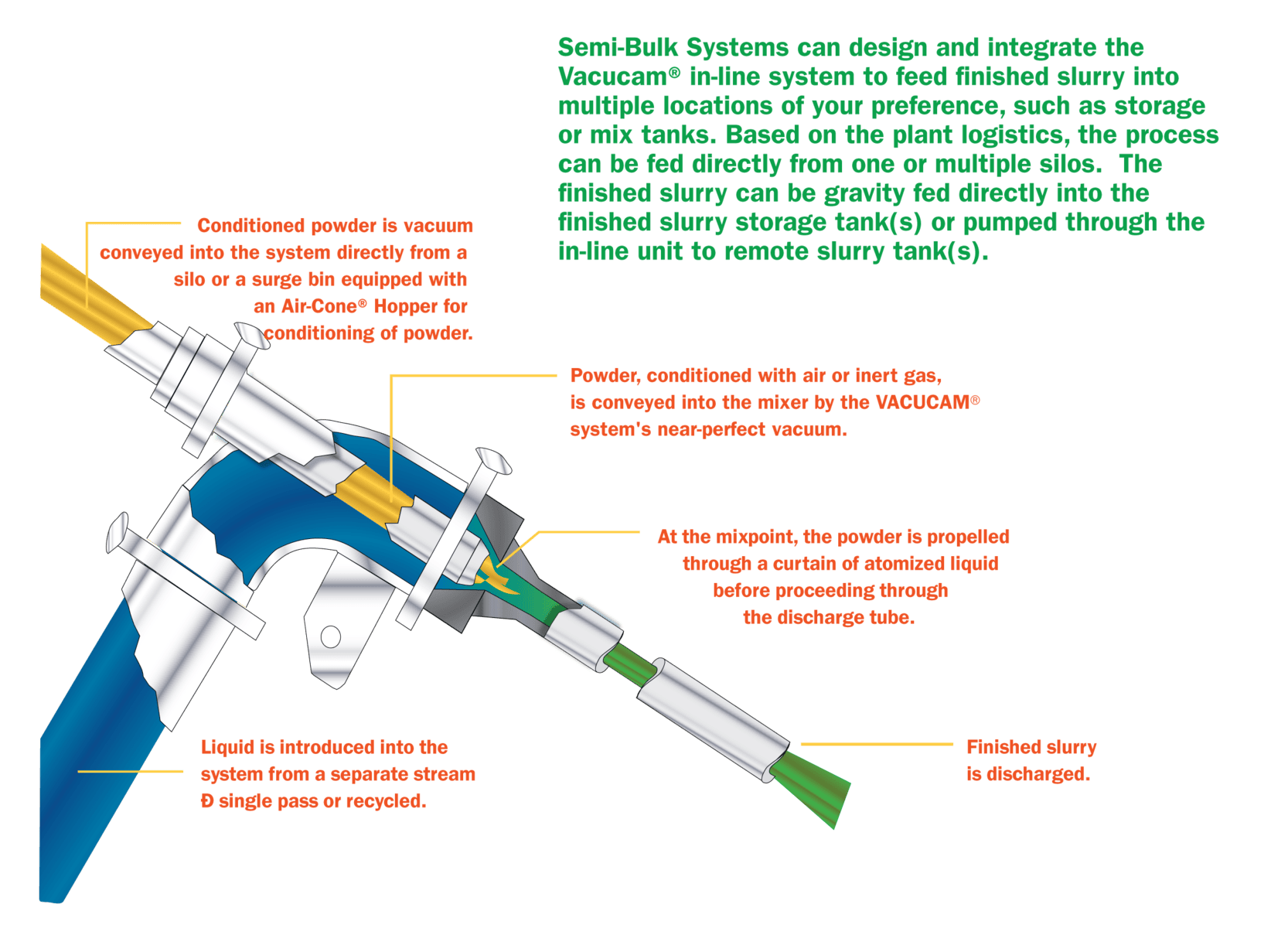
The high speed dispersion mixer.
The Vacucam® system achieves high-speed, instantaneous and complete wetting by bringing together conditioned powder and highly atomized liquid from two separate streams, incorporating particles of liquid with particles of powder. The reactive surface areas of both the powder and the liquid are maximized before intimate contact is actually made. The result is consistently uniform, superior wetting without the agglomeration or “clumping” usually associated with conventional mixing methods.
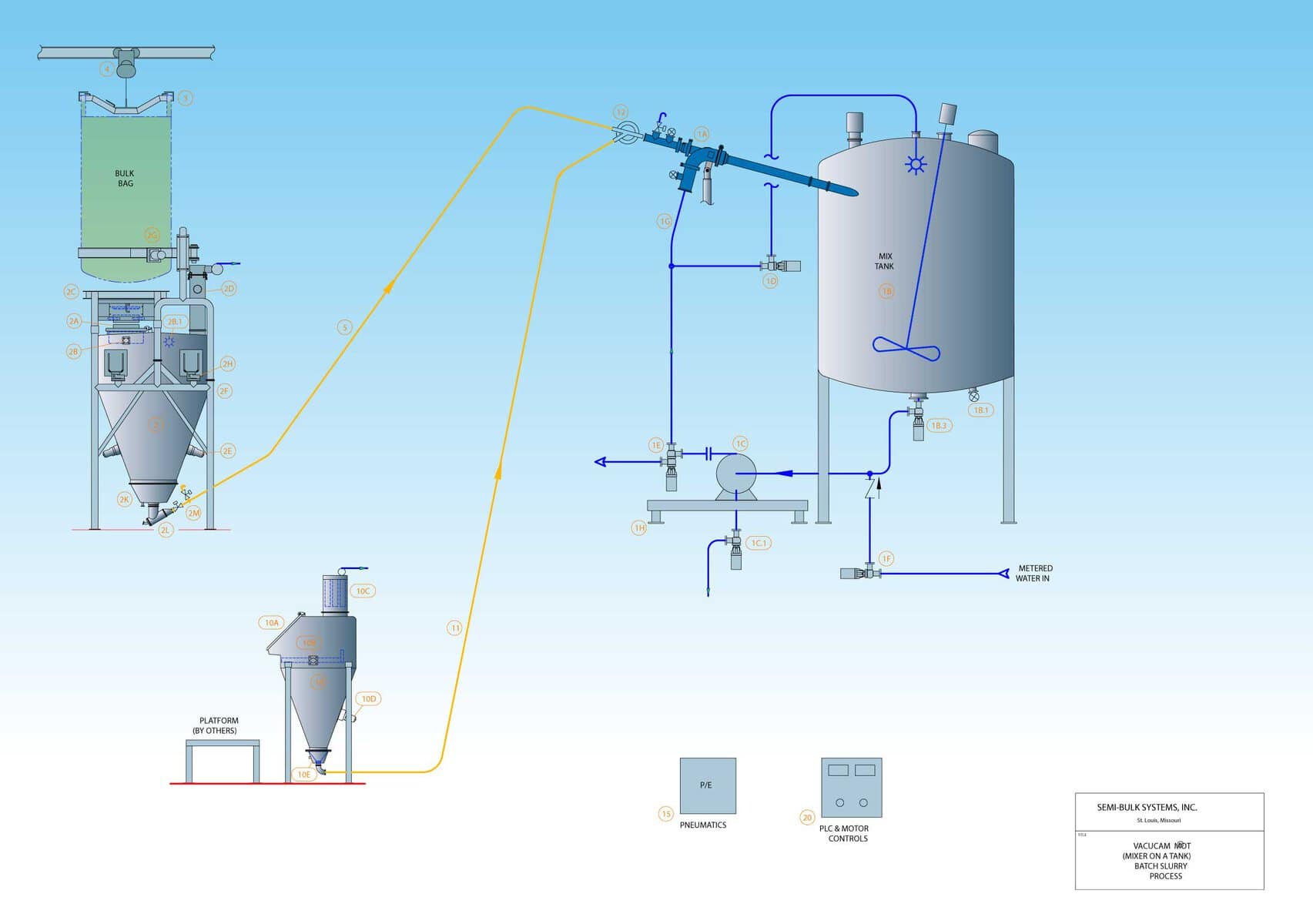
Semi-Bulk Systems can design and integrate the Vacucam® in-line system to feed finished slurry into multiple locations of your preference, such as storage or mix tanks. Your entire process can be physically separated and centrally controlled. Semi-Bulk Systems provides options such as mounting the Ejector-Mixer on your tanks or integrating our system with your existing process.
The best fluid ejector upgrade with improved efficiency over the traditional fluid mixer.
Since the Vacucam® system achieves high-speed, instantaneous and complete mixing, it makes it perfect for fluid mixing too. You can bring together highly atomized liquids from two separate streams for batch to batch consistency and uniform mixing.
Air-Cone® Hopper
The Air-Cone® Hopper’s ability to condition difficult powders makes it ideal for applications where dependable flow and total discharge are critical. Batch-to-batch variations due to material hold-back are virtually eliminated when it is used as a weigh hopper.
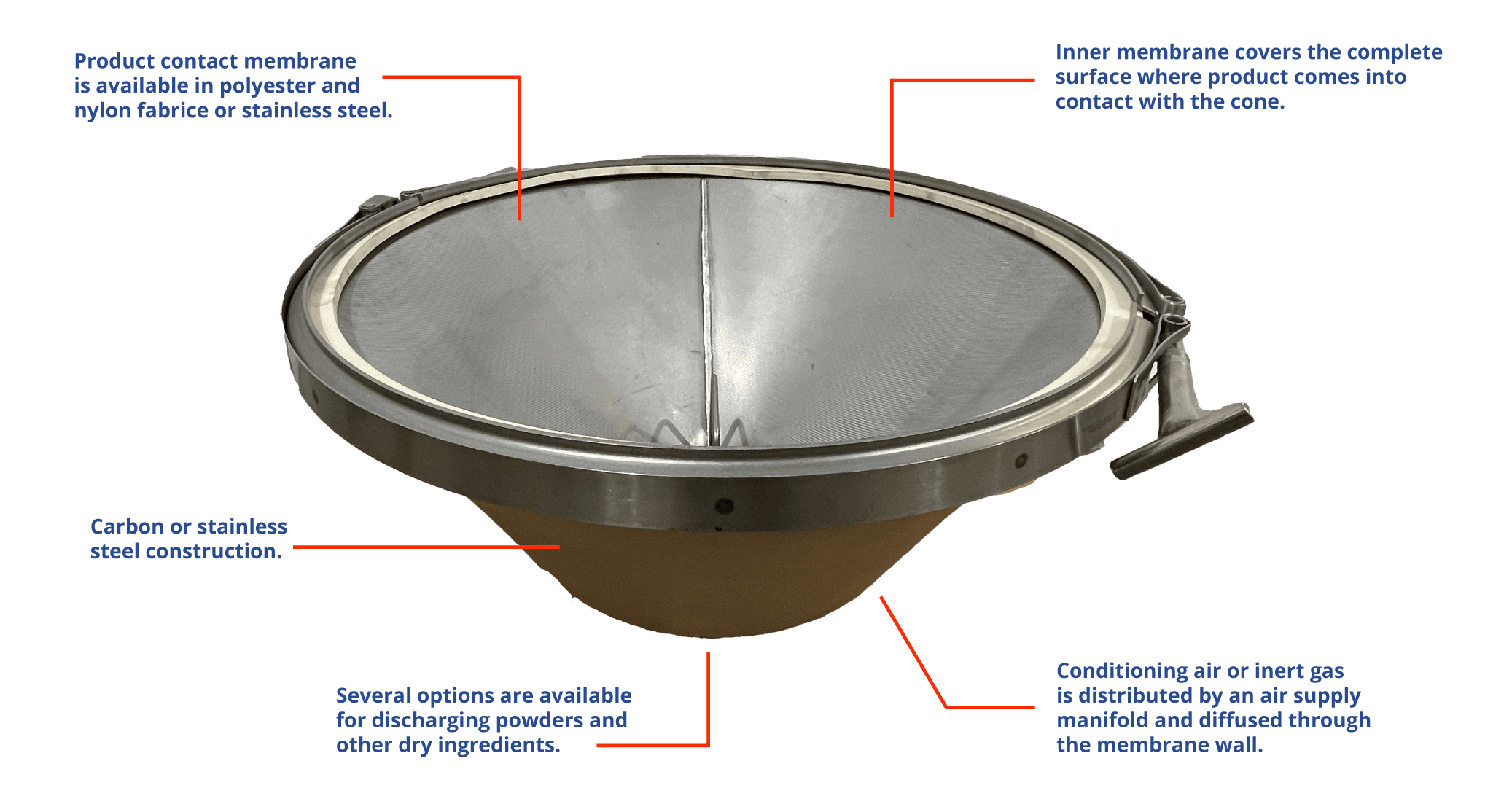
Since the conditioned powder is able to flow freely, the Air-Cone® Hopper is an excellent feed source for vacuum conveyors and for the VACUCAM® Ejector Mixer above.
Here’s how the system works
An inner membrane completely covers the surface where product comes into contact with the cone. Low pressure “conditioning” air or inert gas is distributed by an air supply manifold and diffused through the membrane wall. When the dry ingredients are conditioned, they assume the properties of a liquid and can then flow smoothly and accurately into your manufacturing process. This aeration process eliminates some of the typical production problems with difficult powders such as bridging and rat holes.
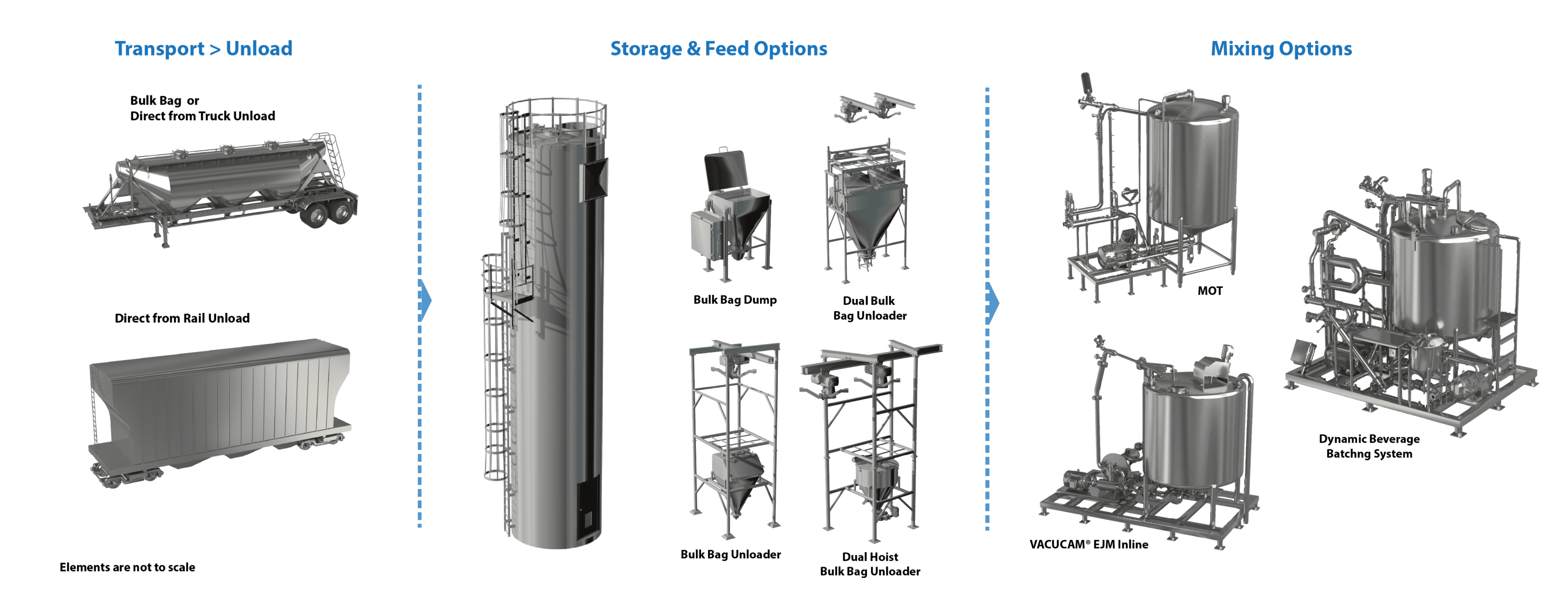
Total Dry Mix Automated Process
- Single In-Line process to deliver to selected mix tanks
- Separate dry room from wet area
- Bulk bag handling of major ingredients, paper bag handling of minor ingredients
- Multiple bulk bag hoppers for automated powder delivery of all dry ingredients
Dry Side Delivery
- Paper Bags
- Bulk Bags
- Bulk Truck
- Bulk Rail
- Bulk Silo
FAQs
How fast do you want/need it done? We can incorporate dry ingredients up to 1000 pounds per minute. We design our system to never be the bottle neck now or in the future. In most cases in the food & beverage industries we typically liquefy at rates between 200 to 500 lbs per minute, typically reducing batch time cycle times significantly while improving batch to batch consistency and operator ergonomics.
Depends on the application and type of dry feed of granulated sugar. We can liquefy sugar directly from bulk truck, dry silos, bulk bags or paper bags. The system designs are based the type dries we handling, the desired throughput, batch cycle time requirements, brix level of the liquid sugar etc.
We have many system designs from a simple batch & pump process to fully automate continuous steady state process and few in-between. We can meet any requirements from 100 pounds per minute up to 1000+ pounds per minute if necessary.
Easily. In fact we can do so with cold water, without any rehydration time, resulting in no fallout in the silo. Our 75 gpm Inline system is specially designed to reconstitute NFDM at 350-400 pounds per minute. Larger capacity systems are available if required.
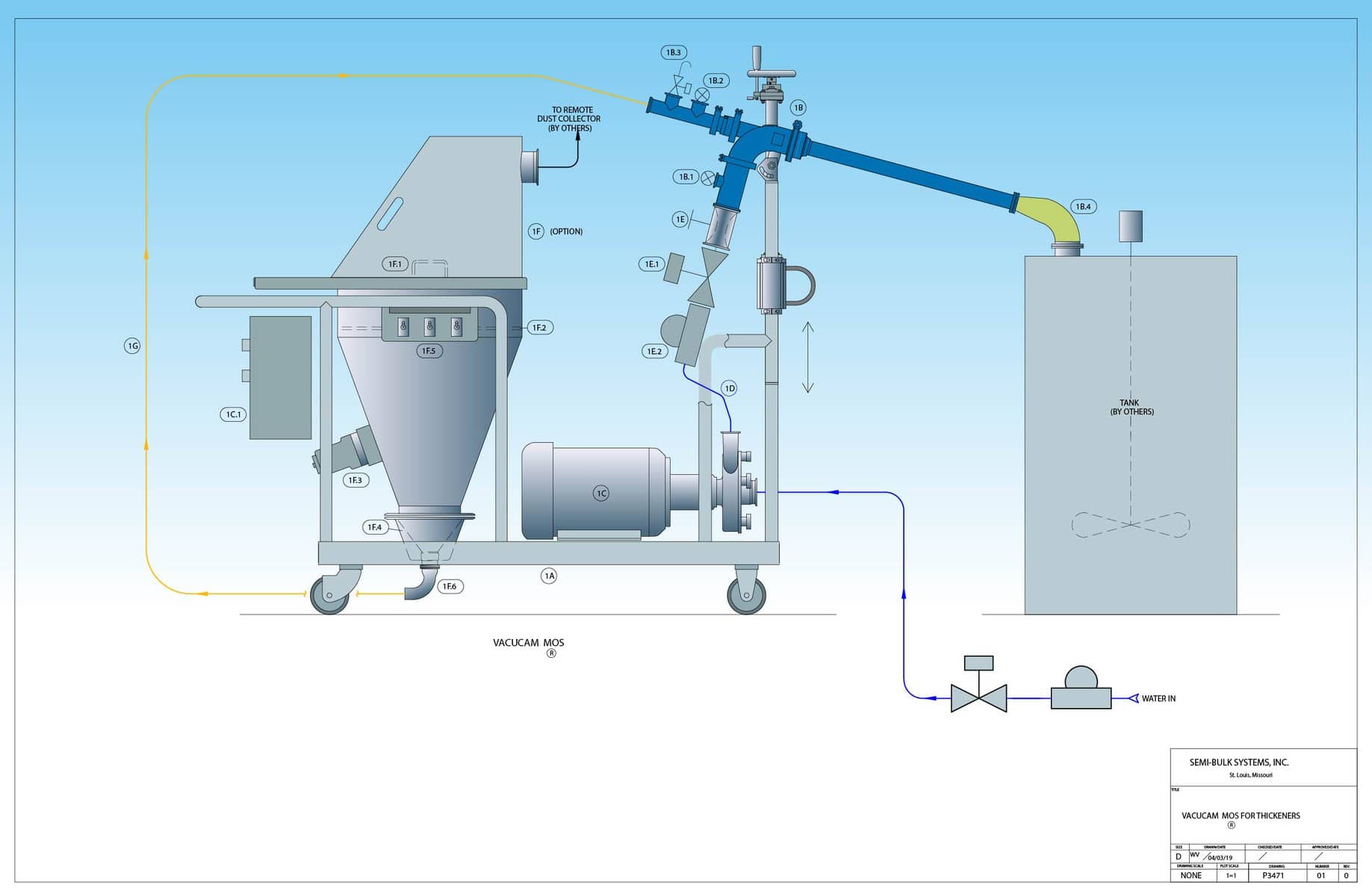
No, we have a much better low volume system, our Mixer on a Stand (MOS). It’s portable / adjustable with self-contained feed hopper with our patented AirCone® and Vacucam® Ejector Mixer for rapid hydration of ingredient directly into top of multiple mix tanks or kettles.
When used for thickening agents we guarantee a 20-30% reduction in ingredient usage because of the unrivaled efficiency of Vacucam® Ejector technology.
Other Beverage Applications
Sports & Energy
Semi-Bulk Systems has applied its Vacucam® technology and experience to provide the most efficient dispersion and mixing of all Sports & Energy beverage ingredients used in today’s ever-expanding range of beverage products.
Nutritional Beverages
Nutritional Beverages
Semi-Bulk Systems has applied its Vacucam® technology and experience to provide the most efficient dispersion and mixing of all Nutritional beverage ingredients used in today’s ever-expanding range of beverage product types.
Ready To Drink
Semi-Bulk Systems has applied its Vacucam® technology and experience to provide the most efficient dispersion and mixing of all RTD beverage ingredients used in today’s ever-expanding range of beverage product types.